
Подготовка на повърхността: Осигуряване на цялостността на повърхността за метрики на устойчивостта на полиуретана към абразивно износване
Почистване на повърхността, проверка на профила и допуск за равнинност (<0,5 мм/м) – най-добрите практики
Правилната подготовка на повърхността е основополагаща за полиуретанова износваща плоча дълготрайността в миньорските шахти. Започнете с абразивно пръскане, за да премахнете ръжда, мазнина, милинов мащаб и други замърсявания — това осигурява химически чиста и профилирана основа. Използвайте калибрирани мерителни уреди, за да потвърдите равномерен анкерен профил от 50–75 µм, който максимизира механичното закрепване с полиуретановия слой. От решаващо значение е да се спазват допуските за равнинност от <0,5 мм на метър , потвърдени чрез лазерно нивелиране. Превишаването на този праг води до неравномерно разпределение на напреженията в точките на предаване на високи товари, което ускорява абразивното износване до 50 %. Полеви данни от железорудни операции показват, че инсталациите, които изпълняват всички три критерия — чистота, профил и равнинност, намаляват честотата на подмяна на облицовките с 40 % спрямо неконформните инсталации.
Избягване на прекомерна срещу недостатъчна подготовка в тръби за миниране с висока вибрация
Във вибриращи среди интензивността на подготовката трябва да бъде прецизно калибрирана. Недостатъчната подготовка оставя микроскопични остатъци, които компрометират целостта на адхезията и водят до деламинация при циклично натоварване. Прекомерната подготовка — обикновено резултат от твърде високо налягане при пясъчното обработване или използване на твърде агресивен абразивен материал — ерозира целостта на основния метал и внася микропукнатини, които се разпространяват в полиуретановия слой. При тръбите с висока вибрация това несъответствие усилва режимите на повреда: повърхностите с недостатъчна подготовка показват скорост на загуба на материал с 37 % по-висока, докато при прекомерно подготвените субстрати скоростта на разпространение на пукнатини е три пъти по-голяма. За намаляване на рисковете се изисква контролиран избор на абразивен материал (напр. студено охладен желязен пясък вместо остър шлак) и мониторинг на вибрациите в реално време по време на профилиране. Целта е да се осигури съответствие между повърхностната енергия и профила на адхезия на полиуретана — а не да се максимизира шерохватостта за сметка на структурната здравина.
Напрегнати полиуретанови решетъчни материали за подобряване на устойчивостта към удар и намаляване на разходите на тон
Оптимален калибриран диапазон на напрежение (12–18 N/mm) за стабилност по ръбовете и предотвратяване на умора
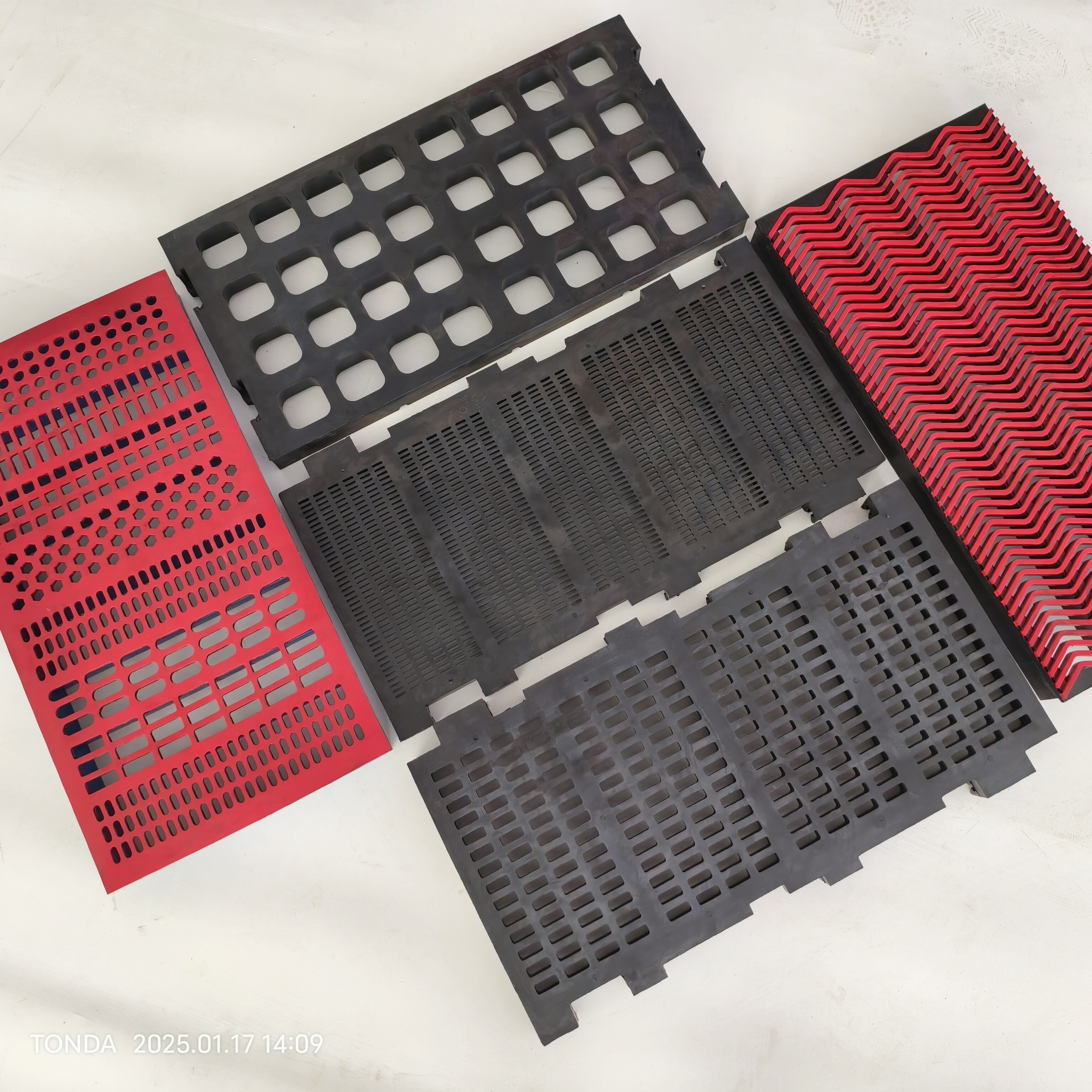
Полиуретановите решетъчни материали трябва да се напрегнат в тесен, експериментално потвърден диапазон: 12–18 N/mm . Този диапазон осигурява равномерно разпределение на напрежението в еластомерната матрица и предотвратява локализирани „горещи точки“, които започват износването или умората. При напрежение под 12 N/mm увеличава се огъването в точките за закрепване, което води до микропукнатини; при напрежение над 18 N/mm прекомерното разтягане на полимера намалява устойчивостта към удар с 15 %, както е потвърдено в проучвания върху обемно транспортиране на материали. Анализ от 2022 г. в списание „ Mining Technology Journal “ установи, че решетките, задържани в този диапазон, имат 40 % по-дълъг срок на експлоатация при преработка на желязна руда в сравнение с инсталациите извън спецификацията. Основните резултати включват:
- Цялостност на ръба : 60 % намаляване на износването, свързано със закрепващите елементи
- Съпротива на умора : Почти нулев брой стресови пукнатини след 5000 часа експлоатационно време
- Размерна стабилност : <2 % деформация на отворите при максимално товарене
Полеви доказателства: Как недостатъчното опъване ускорява абразивната износна загуба с 37%
Експлоатационните данни от медните мини в Чили разкриват директна корелация между ниско опъване и ускорено остаряване: решетките, опънати при по-ниско от 10 N/mm, имаха с 37% по-висока загуба на материал на всеки 1 000 тонове преработена руда . Недостатъчното опъване позволява локалните амплитуди на вибрация да се утроени, като преобразува ръбовете на панелите в абразивни „зона за шлифоване“, където частиците износват както полиуретана (PU), така и съседния стоманен елемент. В един задокументиран случай износващите плочи с недостатъчно опъване бяха заменени след само 8 месеца — спрямо 14 месеца за правилно опънатите аналогични плочи — което доведе до увеличение на разходите с 0,23 USD/тон поради по-честа подмяна, непланирани простои и вторични повреди по конструкцията на хопърите. Независими лабораторни изпитвания потвърждават тази тенденция за 12 комерсиални PU формули, като последователно показват ускорение на загубата на маса с над 35% при контролирано недостатъчно опъване.
Лазерно насочено подравняване: Ключев показател за ефективността и срок на служба на облицовките за минни хопъри
Намаляване на напрежението при ексцентрично монтиране чрез протоколи за подравняване с лазерно ниво
Ексцентричното монтиране — несъвпадаща инсталация на полиуретанови износващи плочи — създава концентрирани зони на напрежение, които директно намаляват устойчивостта към абразия и предизвикват преждевременно повреждане. Подравняването с лазерно насочване елиминира субективността, като осигурява прецизност на микроново ниво по време на инсталацията. Опорните лъчи, проектирани върху повърхностите на наклонените жлебове, позволяват реалновременна проверка на равнинността (<0,5 мм/м), успоредността и ориентацията на плочите — което дава възможност за незабавна корекция на монтажните елементи. Полеви изпитания на прехвърлящите пунктове за желязна руда показаха, че този метод намалява концентрацията на напрежения с над 60 % спрямо ръчното подравняване, значително ограничавайки микропукнатините по ръбовете на плочите и запазвайки устойчивостта им към ударни натоварвания в течение на циклите. В резултат лазерно подравнените облицовки постигат 30 % по-дълъг експлоатационен живот в приложения с висока абразия — което прави точността на подравняването не просто процедурна стъпка, а количествено измерим ключов показател за ефективност (KPI) за оптимизация на жизнения цикъл.
Интеграция на инсталацията с KPI: Проследяване на производителността на износващата се плоча PU през целия й жизнен цикъл
Ефективното управление на жизнения цикъл зависи от интегрирането на параметрите на инсталацията с метриките за експлоатационна производителност. Следете ключовите показатели за ефективност (KPI), включително скоростта на износване (обем на износа в мм³ на тон), запазване на устойчивостта към ударни натоварвания и разходи на тон, още от първия ден. Операторите, използващи цифрови системи за проследяване, съобщават за до 40 % по-ниски разходи за поддръжка благодарение на ранното откриване на аномални модели на износване при приложения с наклонени тръби. Това позволява предиктивно планиране на замяната: вместо периодична подмяна според календар, облицовките се извеждат от употреба въз основа на действителни прагове на деградация — което оптимизира разходите за материали и минимизира непланувани простои. От решаващо значение е свързването на данните от инсталацията (напр. стойности на напрежението, отклонение от лазерно подравняване, дълбочина на повърхностния профил) с реалната експлоатационна производителност, за да се затвори обратната връзка. Инженерите могат след това да усъвършенстват протоколите — чрез коригиране на абразивния материал, по-строга калибрация или актуализиране на спецификациите за напрежение — въз основа на емпирични данни, а не на анекдотични наблюдения, като по този начин максимизират продължителността на живота на полиуретановите компоненти при последователни инсталации.
Често задавани въпроси
Защо подготовката на повърхността е от решаващо значение за монтажа на износващи плочи от полиуретан?
Правилната подготовка на повърхността осигурява здрава връзка между основния материал и слоя от полиуретан. Това максимизира срока на експлоатация на износващите плочи, като намалява концентрациите на напрежение и риска от разслояване.
Какъв е идеалният профил на повърхността за износващи плочи от полиуретан?
Препоръчителният профил на повърхността е 50–75 µм, което осигурява оптимално механично закрепване с полиуретана.
До каква степен трябва да се опъва полиуретановата решетъчна среда?
Полиуретановата решетъчна среда трябва да се опъва в диапазона 12–18 N/mm, за да се осигури равномерно разпределение на напрежението и да се избегне загуба на ударна устойчивост или умора.
Какви са последствията от неправилно подредените износващи плочи?
Неправилно подредените износващи плочи създават зони с концентрирано напрежение, което намалява абразивната устойчивост. Използването на лазерно насочена подредба може да помогне за постигане на прецизен монтаж и да подобри срока на експлоатация до 30%.
Какво следене на ключови показатели на ефективност (KPI) може да подобри управлението на жизнения цикъл на износващите плочи?
Проследяването на ключови показатели за ефективност (KPI), като скоростта на загуба поради абразия и устойчивостта към ударни натоварвания, помага за проактивно поддържане и предиктивно планиране на замяна, което намалява разходите и неплануваното просто стояне.
Съдържание
- Подготовка на повърхността: Осигуряване на цялостността на повърхността за метрики на устойчивостта на полиуретана към абразивно износване
- Напрегнати полиуретанови решетъчни материали за подобряване на устойчивостта към удар и намаляване на разходите на тон
- Лазерно насочено подравняване: Ключев показател за ефективността и срок на служба на облицовките за минни хопъри
- Интеграция на инсталацията с KPI: Проследяване на производителността на износващата се плоча PU през целия й жизнен цикъл
- Често задавани въпроси