
Pamatnes sagatavošana: virsmas integritātes nodrošināšana PU nodilumizturības mērījumiem
Virsmas tīrīšana, profila pārbaude un līdzenuma pieļaujamā novirze (<0,5 mm/m) — labākās prakses
Pareiza virsmas sagatavošana ir pamats poliuretāna nodilumizturīgajai plāksnei ilglaicībai rūdu slīdes kanālos. Sāciet ar abrazīvo smilšstrāvi, lai noņemtu rūsu, eļļu, rūpniecisko skalu un citas piesārņojumu vielas — nodrošinot ķīmiski tīru un profilētu pamatni. Izmantojiet kalibrētus mērinstrumentus, lai pārbaudītu vienmērīgu 50–75 µm enkura rakstu, kas maksimāli uzlabo mehānisko saķeri ar PU kārtu. Būtiski ievērot līdzenuma pieļaujamās novirzes — <0,5 mm uz metru , ko apstiprina ar lāzera līmeņa pārbaudi. Ja šis slieksnis tiek pārsniegts, augsta slodzes pārnešanas punktos rodas nevienmērīga sprieguma sadale, kas paātrina abrazīvo nodilumu līdz pat 50%. Lauka dati no dzelzs rūdas ieguves operācijām rāda, ka uzstādījumi, kuri atbilst visiem trim kritērijiem — tīrībai, profilam un līdzenumam, — samazina lineru nomaiņas biežumu par 40 % salīdzinājumā ar neatbilstošiem uzstādījumiem.
Pārmērīgas un nepietiekamas sagatavošanas izvairīšanās augstas vibrācijas rūdu slīdes kanālos
Vibrējošās vides apstākļos sagatavošanas intensitātei jābūt precīzi kalibrētai. Nepietiekama sagatavošana atstāj mikroskopiskas atliekas, kas kaitē saistības integritātei un izraisa atdalīšanos cikliskas slodzes ietekmē. Pārmērīga sagatavošana — parasti izraisīta pārāk augsta spridzināšanas spiediena vai pārāk agresīvas abrazīvās vielas — iznīcina bāzes metāla integritāti un rada mikroplaisājumus, kas izplatās uz poliuretāna slāni. Augstas vibrācijas slīdes kanālos šis nelīdzsvars pastiprina atteices veidus: nepietiekami sagatavotās virsmas rāda 37 % augstāku materiāla zuduma ātrumu, kamēr pārmērīgi sagatavotās pamatvirsmas plaisu izplatīšanās ātrums ir trīs reizes lielāks. Risinājums balstās uz kontrolētu abrazīvās vielas izvēli (piemēram, aukstumā dzesēts dzelzs smiltis vietā vietējam asajam šlakam) un reāllaika vibrāciju uzraudzību profilēšanas laikā. Mērķis ir pielāgot virsmas enerģiju poliuretāna pielīmes profilam — nevis maksimizēt raupjumu uz strukturālas izturības rēķina.
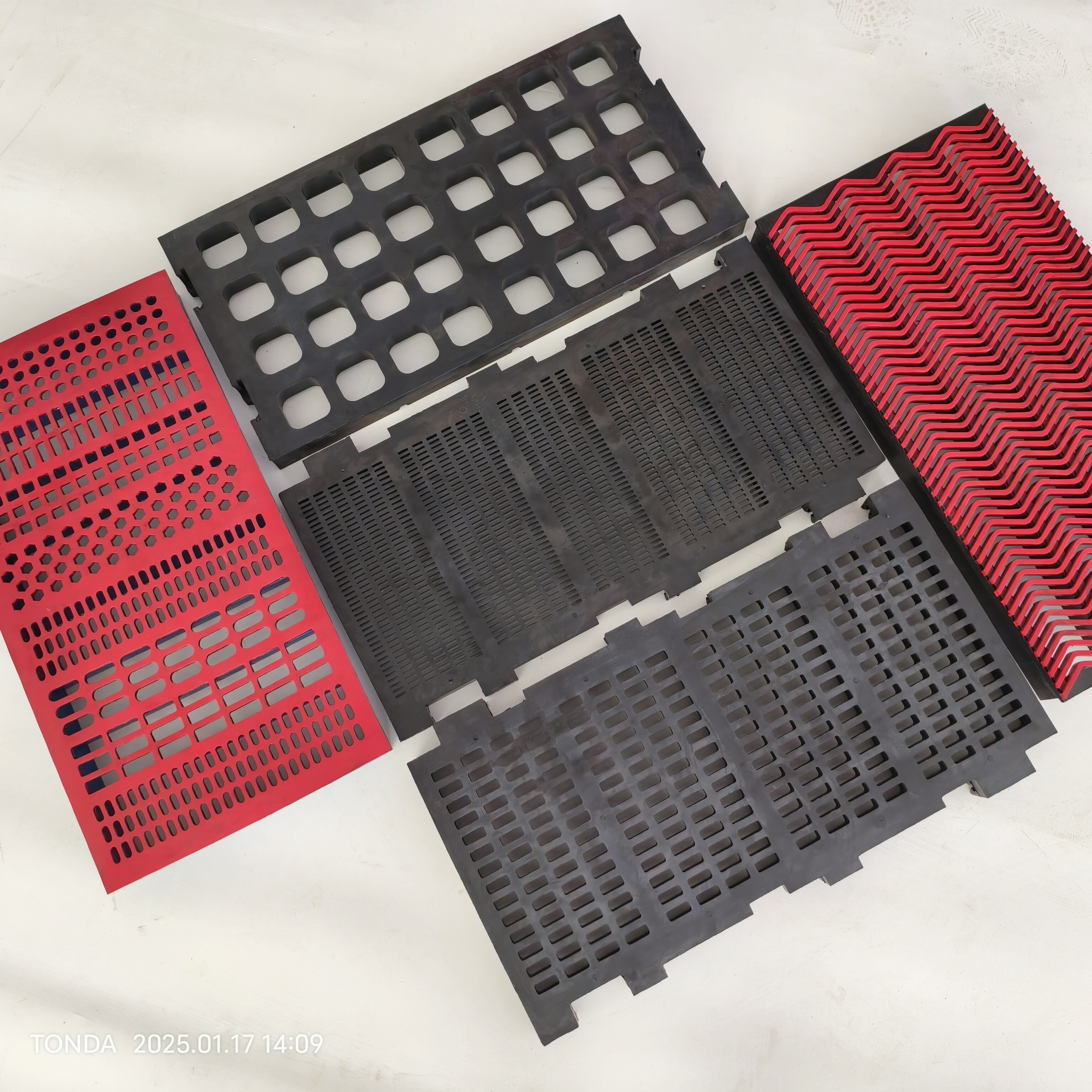
Polietilēna sietu materiālu nostiepšana, lai uzlabotu trieciena izturību un samazinātu izmaksas uz tonnu
Optimālais kalibrētais nostiepšanas diapazons (12–18 N/mm) malas stabilitātei un noguruma novēršanai
Polietilēna sietu materiālus jānostiepj ierobežotā, eksperimentāli apstiprinātā diapazonā: 12–18 N/mm . Šis diapazons nodrošina vienmērīgu sprieguma sadalījumu pa elastomēra matricu, novēršot lokālos karstos punktus, kas var izraisīt nodilumu vai nogurumu. Zem 12 N/mm pieaug stiprinājuma punktu lieces deformācija, radot mikroplaisūmas; virs 18 N/mm polimera pārstiepšana samazina trieciena izturību par 15 %, kā to apstiprinājuši masveida materiālu apstrādes pētījumi. 2022. gada Mining Technology Journal analīze atklāja, ka sieti, kuri bija uzturēti šajā diapazonā, dzelzsrūdas apstrādē kalpoja par 40 % ilgāk nekā neatbilstoši uzstādītie sieti. Galvenie rezultāti ir:
- Malas integritāte : 60 % samazinājums stiprinājuma elementu saistītajā nodilumā
- Miegainības pretrunā : gandrīz nulle sprieguma plaisu pēc 5000 ekspluatācijas stundām
- Izmēru stabilitāte : <2 % atveru deformācija maksimālās iespiedes slodzes apstākļos
Lauka pierādījumi: kā nepietiekama sasprindzināšana paātrina abrazīvo nodiluma zudumu par 37%
Operacionālie dati no Čīles vara raktuvēm atklāj tiešu saistību starp zemu sasprindzināšanu un paātrinātu materiāla degradāciju: režģi, kas bija sasprindzināti zem 10 N/mm, piedzīvoja par 37% lielāku materiāla zudumu katrā apstrādātajā 1000 tonnās . Nepietiekama sasprindzināšana ļauj lokālajām vibrāciju amplitūdām trīskāršoties, pārvēršot panela malas abrazīvās „berzēšanas zonās”, kur daļiņas berzē gan poliuretānu (PU), gan blakus esošo tēraudu. Viens dokumentēts gadījums liecina, ka nepietiekami sasprindzinātās nodiluma plāksnes nomainīja jau pēc 8 mēnešiem — salīdzinājumā ar 14 mēnešiem, kad tika izmantotas pareizi sasprindzinātas plāksnes, — kas izraisīja 0,23 USD/tonnu izmaksu pieaugumu dēļ biežākām nomaiņām, negaidītām pārtraukumam darbībā un sekundārā ietekme uz slīdes struktūrām. Neatkarīgi laboratorijas testi apstiprina šo tendenci visās 12 komerciālajās PU formulācijās, vienmēr rādot >35% masas zuduma paātrinājumu kontrolētās nepietiekamas sasprindzināšanas apstākļos.
Lāzera vadīta izlīdzināšana: kritiska galvenā efektivitātes un kalpošanas laika rādītāja vērtība raktuvju slīdēm
Ekscentriskas montāžas stresa samazināšana, izmantojot lāzera līmeņa izlīdzināšanas protokolus
Ekscentriskā montāža—poliuretāna nodilumizturīgo plākšņu nepareiza uzstādīšana—radīs koncentrētas sprieguma zonas, kas tieši pasliktina nodilumizturību un izraisa agrīnu atteici. Lāzera vadīta izlīdzināšana novērš subjektivitāti, ļaujot sasniegt mikronu precizitāti uzstādīšanas laikā. Atsauces staru projekcija uz slīdes virsmām ļauj reāllaika verifikāciju par līdzenumu (<0,5 mm/m), paralēlismu un plākšņu orientāciju—tādējādi ļaujot nekavējoties veikt hardware pielāgojumus. Izticības testi dzelzs rūdas pārvadāšanas punktos pierādīja, ka šī metode samazina sprieguma koncentrācijas par vairāk nekā 60 % salīdzinājumā ar manuālo izlīdzināšanu, būtiski ierobežojot mikroplīsumus plākšņu malās un saglabājot trieciena izturību ciklu laikā. Rezultātā lāzera izlīdzināti apvalki sasniedz 30 % garāku ekspluatācijas ilgumu augsta nodiluma lietojumos—tādējādi izlīdzināšanas precizitāte kļūst ne tikai procedūras solis, bet arī kvantificējams galvenais snieguma rādītājs (KPI) ekspluatācijas cikla optimizācijai.
Uzstādīšana—KPI integrācija: PU nodiluma plāksnes veiktspējas uzraudzība visā tās ekspluatācijas ciklā
Efektīva dzīves cikla pārvaldība balstās uz uzstādīšanas parametru integrāciju ar ekspluatācijas veiktspējas rādītājiem. Sekojiet KPI—ieskaitot abrazīvās iznēsāšanās ātrumu (iznēsāšanās apjoms mm³ uz tonnu), trieciena izturības saglabāšanu un izmaksas uz tonnu—no pirmās dienas. Operators, kas izmanto digitālos uzraudzības sistēmas, ziņo par līdz 40 % zemākām apkopes izmaksām, agrīni atklājot neatbilstošus iznēsāšanās modeļus caurulveida lietojumos. Tas ļauj prognozēt apvalku nomaiņas grafiku: nevis nomainīt apvalkus pēc kalendāra, bet gan pamatojoties uz faktiskajiem degradācijas sliekšņiem—optimizējot materiālu izmaksas un minimizējot negaidītu ekspluatācijas pārtraukumu. Būtiski ir saistīt uzstādīšanas datus (piemēram, sasprindzinājuma vērtības, lāzera izlīdzināšanas novirze, virsmas profila dziļums) ar reālās darbības rezultātiem, lai aizvērtu atgriezeniskās saites ciklu. Inženieri tad var uzlabot protokolus—pielāgojot smilšu straumes parametrus, stingrāk ievērojot kalibrēšanas precizitātes robežas vai atjauninot sasprindzinājuma specifikācijas—balstoties uz empīriskiem pierādījumiem, nevis anekdotiskiem novērojumiem, tādējādi maksimāli pagarinot poliuretāna kalpošanas laiku daudzkārtējās lietošanas reizēs.
BIEŽI UZDOTIE JAUTĀJUMI
Kāpēc virsmas sagatavošana ir būtiska poliuretāna nodilumizturīgo plākšņu uzstādīšanai?
Pareiza virsmas sagatavošana nodrošina spēcīgu saiti starp pamatni un poliuretāna kārtu. Tā maksimāli pagarina nodilumizturīgo plākšņu kalpošanas laiku, samazinot sprieguma koncentrācijas un atdalīšanās risku.
Kāds ir ideālais virsmas profils poliuretāna nodilumizturīgajām plākšņām?
Ieteicamais virsmas profils ir 50–75 µm, kas nodrošina optimālu mehānisko savienojumu ar poliuretānu.
Cik stingri jāiestrādā poliuretāna sietu materiāls?
Poliuretāna sietu materiālam jābūt iespriedtam 12–18 N/mm diapazonā, lai nodrošinātu vienmērīgu sprieguma izplatīšanos un izvairītos no trieciena izturības zuduma vai pārmērīgas slodzes ietekmes.
Kādas ir sekas, ja nodilumizturīgās plāksnes nav pareizi izvietotas?
Nepareizi izvietotas nodilumizturīgās plāksnes rada koncentrētas sprieguma zonas, kas samazina abrazīvās izturības rādītājus. Precīzai uzstādīšanai un kalpošanas laika palielināšanai līdz 30% var palīdzēt lāzerpavadoša izlīdzināšana.
Kā KPI uzraudzība var uzlabot nodilumizturīgo plākšņu dzīves cikla pārvaldību?
KPI, piemēram, nodiluma zuduma ātruma un trieciena izturības uzraudzība palīdz veikt preventīvo apkopi un prognozētās nomaiņas grafiku, samazinot izmaksas un negaidītu darbības pārtraukumu ilgumu.
Satura rādītājs
- Pamatnes sagatavošana: virsmas integritātes nodrošināšana PU nodilumizturības mērījumiem
- Polietilēna sietu materiālu nostiepšana, lai uzlabotu trieciena izturību un samazinātu izmaksas uz tonnu
- Lāzera vadīta izlīdzināšana: kritiska galvenā efektivitātes un kalpošanas laika rādītāja vērtība raktuvju slīdēm
- Uzstādīšana—KPI integrācija: PU nodiluma plāksnes veiktspējas uzraudzība visā tās ekspluatācijas ciklā
- BIEŽI UZDOTIE JAUTĀJUMI