
Forberedelse af overflade: Sikring af overfladens integritet for PU-slidmodstandsparametre
Overfladerens rengøring, profilverificering og fladhedstolerance (<0,5 mm/m) – bedste praksis
Korrekt overfladeforberedelse er grundlaget for polyurethan-slidplade levetiden i minedriftskanaler. Start med strålingsrensning for at fjerne rust, olie, valserug og andre forureninger – således sikres en kemisk ren og profileret undergrund. Brug kalibrerede måleinstrumenter til at verificere et ensartet ankerprofil på 50–75 µm, hvilket maksimerer den mekaniske sammenhæng med PU-laget. Afgørende er det at overholde fladhedstolerancer på <0,5 mm pr. meter , bekræftet via laser-nivellering. Overskridelse af denne grænse fører til ujævn spændingsfordeling ved punkter med høj belastningsoverførsel og accelererer derved slid med op til 50 %. Feltdata fra jernmalmværker viser, at installationer, der opfylder alle tre kriterier – renhed, profil og fladhed – reducerer hyppigheden af liner-udskiftning med 40 % sammenlignet med ikke-overholdende installationer.
Undgåelse af over- versus under-forberedelse i højt vibrerende minedræn
I vibrerende miljøer skal forberedelsesintensiteten præcist justeres. Under-forberedelse efterlader mikroskopiske rester, der kompromitterer bindingens integritet og fører til afbladning under cyklisk belastning. Over-forberedelse – typisk forårsaget af for højt strålingspres eller for aggressivt strålingsmedium – nedbryder basismetallets integritet og introducerer mikrorevner, der spreder sig ind i PU-laget. I højt vibrerende dræn forstærkes disse fejltilstande: overflader, der er under-forberedt, viser en 37 % højere materialeforbrugsrate, mens over-forberedte underlag viser revneudvikling tre gange hurtigere. Afhjælpningen bygger på kontrolleret valg af abrasivt medium (f.eks. kølet jerngranulat frem for kantet slaggerest) og realtidsvibrationsovervågning under profileringen. Målet er at justere overfladeenergien så den svarer til polyurethanens adhæsionsprofil – ikke at maksimere ruhed på bekostning af strukturel soliditet.
Spænding af polyurethan-sievmaterialer for at forbedre stødmodstandsdygtighed og reducere omkostning pr. ton
Optimalt kalibreret spændingsområde (12–18 N/mm) for kantstabilitet og udmattelsesforebyggelse
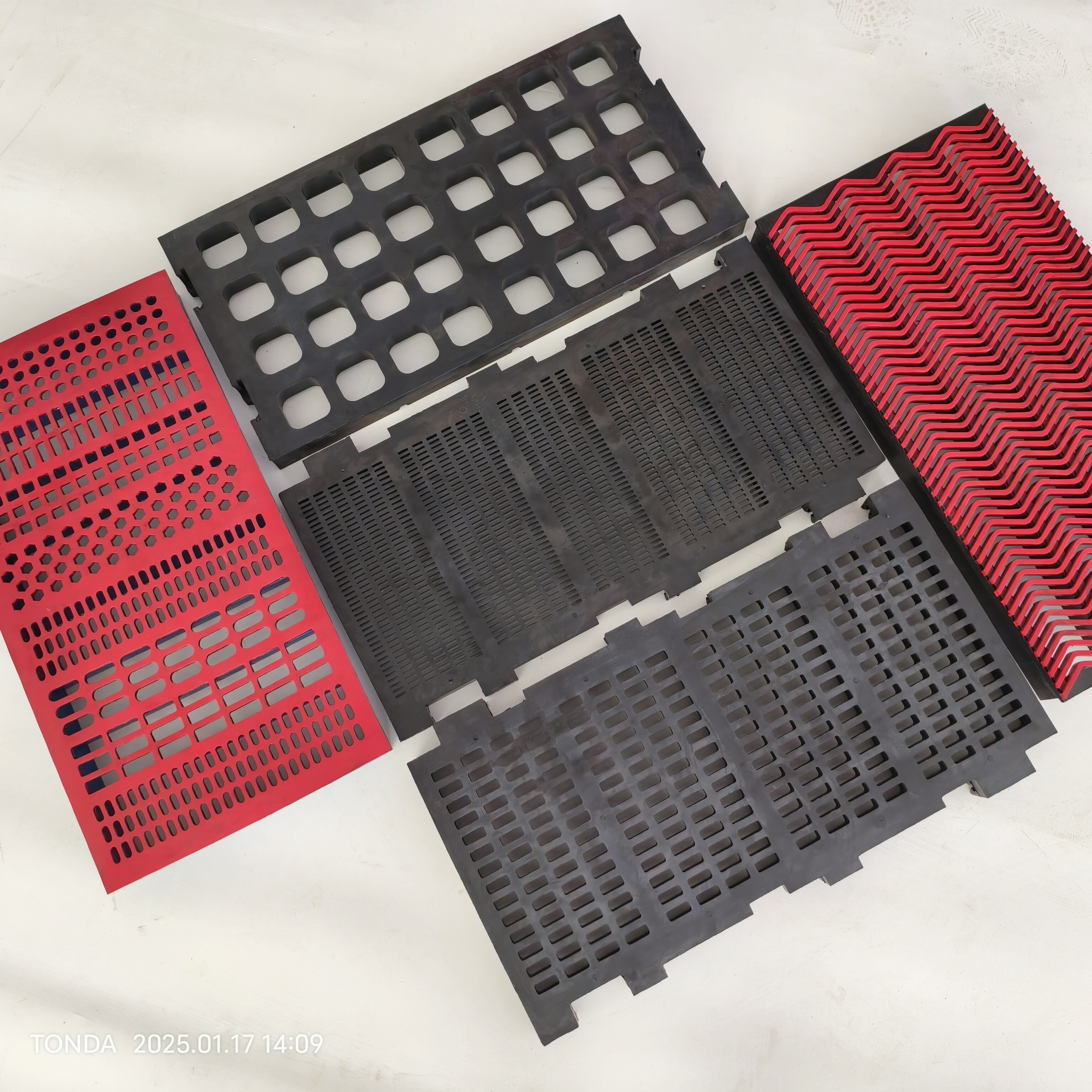
Polyurethan-sievmaterialer skal spændes inden for et smalt, empirisk valideret område: 12–18 N/mm . Dette interval sikrer en jævn spændingsfordeling i det elastomere matrix og forhindrer lokale varmepunkter, der kan udløse slid eller udmattelse. Under 12 N/mm øges fleksionen ved fastgørelsespunkterne, hvilket genererer mikrorisse; over 18 N/mm reduceres stødmodstandsdygtigheden med 15 % på grund af polymerens overstrækning, som bekræftet i studier af bulkmaterialehåndtering. En analyse fra 2022 i Mining Technology Journal viste, at sier med spænding inden for dette område havde en levetid, der var 40 % længere ved jernmalmbehandling sammenlignet med installationer uden for specifikationen. Vigtige resultater inkluderer:
- Kantintegritet : 60 % reduktion i slid relateret til beslag
- Modstand mod udmattelse : Næsten nul spændingsrevner efter 5.000 driftstimer
- Dimensionelt stabilitet : <2 % åbningsforvridning under maksimalt tilført belastning
Feltbevis: Hvordan for lav spænding accelererer abrasiv slidtab med 37 %
Driftsdata fra chilenske kobberminer afslører en direkte sammenhæng mellem lav spænding og accelereret nedbrydning: skærme med spænding under 10 N/mm pådrog sig 37 % større materialeforbrug pr. 1.000 tons behandlet . Utilstrækkelig spænding tillader, at lokale vibrationsamplitude stiger til det tredobbelte, hvilket omdanner panelkanters til abrasive »slidzoner«, hvor partikler slibrer både PU og tilstødende stål. I ét dokumenteret tilfælde blev slidplader med utilstrækkelig spænding udskiftet efter blot 8 måneder – i modsætning til 14 måneder for korrekt spændte modstykker – hvilket medførte en omkostningsstigning på 0,23 USD/tons grundet hyppigere udskiftninger, uplanlagt standtid og sekundær skade på ristekonstruktioner som følge af slagpåvirkning. Uafhængige laboratorietests bekræfter denne tendens på tværs af 12 kommercielle PU-formuleringer og viser konsekvent en masseforbindelse på over 35 % ved kontrolleret utilstrækkelig spænding.
Laserstyrede justering: En kritisk nøglepræstation (KPI) for effektivitet og levetid af mineristelinere
Reduceret spændingspåvirkning ved excentrisk montering via laser-niveaujusteringsprotokoller
Excentrisk montering – ujusteret installation af polyurethan-slidplader – skaber koncentrerede spændingszoner, der direkte nedbryder slidstyrken og udløser for tidlig svigt. Justering med laserledning eliminerer subjektivitet ved at muliggøre mikronpræcis justering under installationen. Referencelinjer projiceret på rutsches overflade gør det muligt at verificere planhed (<0,5 mm/m), parallelitet og pladens orientering i realtid – hvilket muliggør øjeblikkelig justering af udstyret. Feltforsøg ved jernmalmoverføringspunkter viste, at denne metode reducerer spændingskoncentrationer med over 60 % i forhold til manuel justering, hvilket betydeligt begrænser mikrorevner ved pladens kanter og bevarer stødfastheden over flere cyklusser. Som resultat opnår laserjusterede forklædninger 30 % længere levetid i højtslidsanvendelser – hvilket gør justeringsnøjagtighed til mere end blot et proceduretrin, men en kvantificerbar nøglepræstationsindikator (KPI) for livscyklusoptimering.
Installation-til-KPI-integration: Overvågning af PU-slidpladens ydeevne gennem hele levetiden
Effektiv livscyklusstyring bygger på integration af installationsparametre med driftsmætrikker. Spor nøglepræstationsindikatorer – herunder slidhastighed (slidmængde i mm³ pr. ton), bevarelse af stødfasthed og omkostning pr. ton – fra dag én. Operatører, der bruger digitale sporingssystemer, rapporterer op til 40 % lavere vedligeholdelsesomkostninger takket være tidlig opdagelse af unormale slidmønstre i rørsystemer. Dette gør det muligt at planlægge udskiftning prædiktivt: i stedet for udskiftning baseret på kalenderen udskiftes foringsplader, når de faktiske nedbrydningsgrænser nås – hvilket optimerer materialeforbruget og minimerer utilsigtede stop. Afgørende er, at installationsdata (f.eks. spændingsværdier, afvigelse fra laserjustering, overfladeprofilens dybde) knyttes til feltpræstationen, hvilket lukker feedbackløkken. Ingeniører kan derefter forbedre procedurerne – justere strålingsmediet, indsnævre kalibrerings tolerancer eller opdatere spændingskrav – på baggrund af empirisk evidens i stedet for anekdoter, hvilket maksimerer polyurethanens levetid over flere anvendelser.
Ofte stillede spørgsmål
Hvorfor er overfladeberedning afgørende for montering af polyurethan-slidplader?
Korrekt overfladeberedning sikrer en stærk binding mellem underlaget og polyurethanslaget. Det maksimerer levetiden for slidpladerne ved at reducere spændingskoncentrationer og risikoen for afbladning.
Hvad er den ideelle overfladeprofil for polyurethan-slidplader?
Den anbefalede overfladeprofil er 50–75 µm, hvilket giver en optimal mekanisk forankring med polyurethanen.
Hvor stramt skal polyurethan-sievmaterialer spændes?
Polyurethan-sievmaterialer skal spændes inden for et område på 12–18 N/mm for at sikre en jævn spændingsfordeling og undgå tab af stødfasthed eller udmattelse.
Hvad er konsekvenserne af forkert justerede slidplader?
Forkert justerede slidplader skaber koncentrerede spændningszoner, hvilket reducerer slidbestandigheden. Justering med laserhjælp kan hjælpe med at opnå præcis installation og forbedre levetiden med op til 30 %.
Hvordan kan overvågning af nøglepræstationsindikatorer (KPI’er) forbedre livscyklusstyringen af slidplader?
Overvågning af nøglepræstationsindikatorer (KPI’er) såsom slidtabshastigheder og stødfasthed hjælper med proaktiv vedligeholdelse og forudsigelig udskiftningsscheduling, hvilket reducerer omkostninger og utilsigtede stop.
Indholdsfortegnelse
- Forberedelse af overflade: Sikring af overfladens integritet for PU-slidmodstandsparametre
- Spænding af polyurethan-sievmaterialer for at forbedre stødmodstandsdygtighed og reducere omkostning pr. ton
- Laserstyrede justering: En kritisk nøglepræstation (KPI) for effektivitet og levetid af mineristelinere
- Installation-til-KPI-integration: Overvågning af PU-slidpladens ydeevne gennem hele levetiden
- Ofte stillede spørgsmål