
Döşeme Hazırlığı: PU Aşınma Direnci Ölçümleri İçin Yüzey Bütünlüğünün Sağlanması
Yüzey Temizliği, Profil Doğrulaması ve Düzlemsellik Toleransı (<0,5 mm/m) İçin En İyi Uygulamalar
Doğru yüzey hazırlığı, poliüretan aşınma plakası nın maden ocakları hunilerindeki ömrünü belirleyen temel faktördür. Başlangıçta pas, yağ, haddeleme kabuğu ve diğer kirleticilerin giderilmesi amacıyla aşındırıcı kumlama işlemi uygulayın; böylece kimyasal olarak temiz ve profil oluşturularak hazırlanmış bir alt tabaka elde edilir. Poliüretan katmanla mekanik bağlantı (interlock) gücünü maksimize etmek için 50–75 µm’lik düzgün bir çapa profili oluşturduğunu doğrulamak üzere kalibre edilmiş ölçüm aletleri kullanın. Kritik olarak, düzlemsellik toleransı olarak metre başına <0,5 mm değerini uygulayın ve bu değer lazer seviye cihazıyla doğrulanmalıdır. Bu eşik değerin aşılması, yüksek yük aktarım noktalarında gerilme dağılımının düzensizleşmesine neden olur ve aşınmayı %50’ye kadar hızlandırabilir. Demir cevheri operasyonlarından elde edilen saha verileri, temizlik, profil ve düzlemsellik olmak üzere üç kriterin tamamını karşılayan tesislerde astar değiştirme sıklığının, uyumsuz kurulumlara kıyasla %40 azaldığını göstermektedir.
Yüksek Titreşimli Madencilik Kaçak Borularında Aşırı Hazırlık ile Yetersiz Hazırlık Arasındaki Dengeyi Sağlamak
Titreşimli ortamlarda hazırlık yoğunluğu tam olarak ayarlanmalıdır. Yetersiz hazırlık, bağ bütünlüğünü bozan mikroskobik kalıntılar bırakır ve bu da döngüsel yükleme altında delaminasyona neden olur. Aşırı hazırlık—genellikle aşırı patlama basıncı veya çok agresif ortam kullanımı sonucu—temel metalin bütünlüğünü zayıflatır ve poliüretan (PU) katmanına yayılan mikro çatlaklar oluşturur. Yüksek titreşimli kaçağ borularında bu dengesizlik arızaları daha da artırır: yetersiz hazırlanmış yüzeylerde malzeme kaybı oranları %37 daha yüksektir; aşırı hazırlanmış alt tabakalarda ise çatlak ilerleme hızı üç kat daha fazladır. Bu sorunun giderilmesi, kontrollü aşındırıcı ortam seçimiyle (örneğin, açısal cüruf yerine soğutulmuş demir kumu) ve profil oluşturma sırasında gerçek zamanlı titreşim izlemesiyle sağlanır. Amacımız, yüzey enerjisini poliüretanın yapışma profiliyle uyumlu hale getirmek—yapısal sağlamlığı riske atarak pürüzlülüğü maksimize etmek değil.
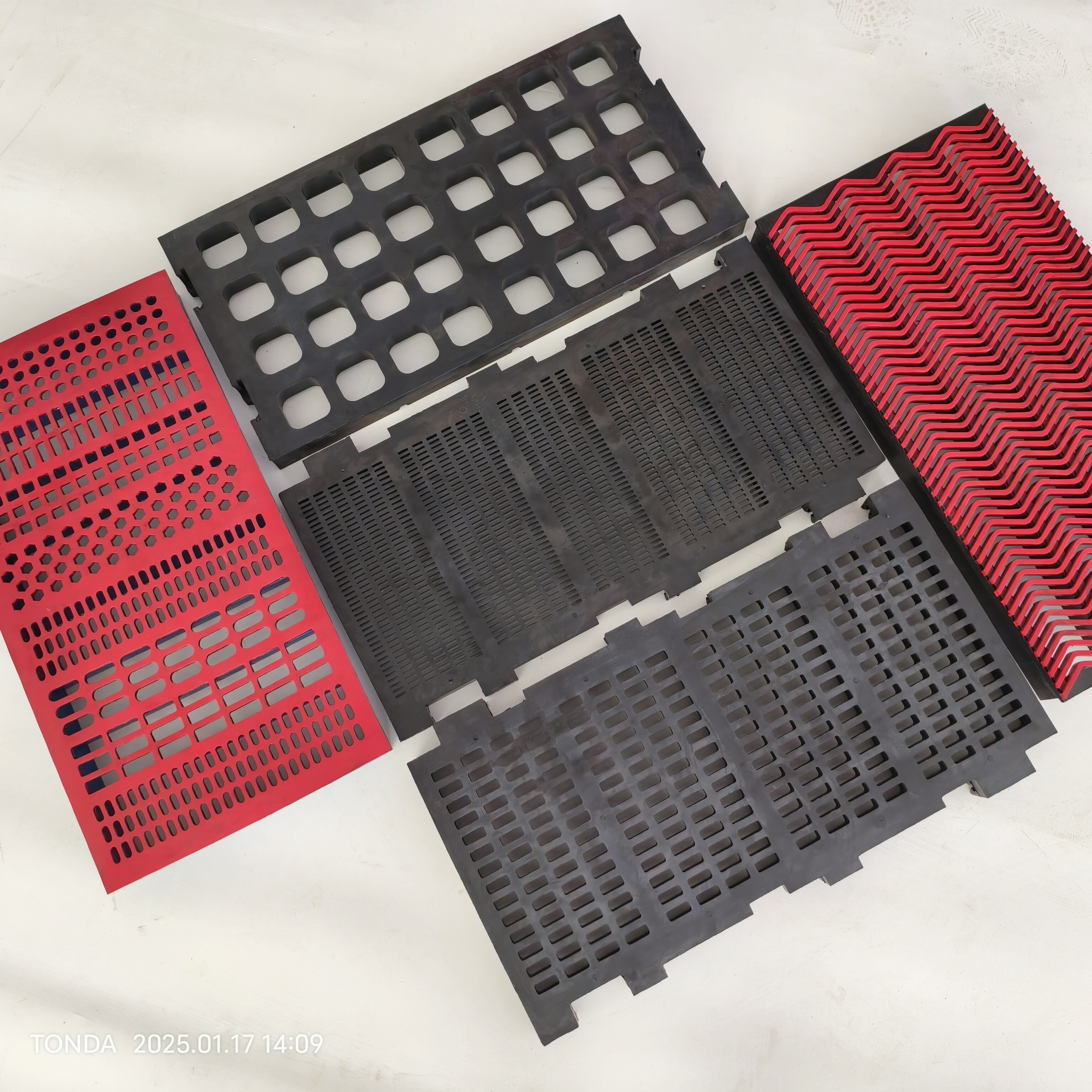
Darbe Dayanıklılığını Artırmak ve Ton Başına Maliyeti Azaltmak İçin Gerilimli Poliüretan Elek Ortamı
Kenar Kararlılığını Sağlamak ve Yorulmayı Önlemek İçin Optimal Kalibre Edilmiş Gerilim Aralığı (12–18 N/mm)
Poliüretan elek ortamı, dar bir, deneysel olarak doğrulanmış aralıkta gerilmelidir: 12–18 N/mm . Bu aralık, elastomerik matriste eşit gerilim dağılımını sağlar ve aşınma veya yorulmaya neden olan yerel sıcak noktaların oluşumunu önler. 12 N/mm altındaki gerilim değerlerinde bağlantı noktalarında bükülme artar ve mikro çatlaklar oluşur; 18 N/mm üzerindeki gerilim değerlerinde ise polimerin aşırı uzaması, toplu malzeme taşıma çalışmalarıyla doğrulanmış şekilde darbe dayanıklılığını %15 azaltır. 2022 yılında yayımlanan bir Mining Technology Journal analizine göre, bu aralıkta tutulan elekler, demir cevheri işlemede spesifikasyon dışı kurulumlara kıyasla %40 daha uzun ömürlü olmuştur. Temel sonuçlar şunlardır:
- Kenar bütünlüğü : Bağlantı elemanlarına bağlı aşınmada %60 azalma
- Yorgunluk Direnci : 5.000 işletme saati sonrasında neredeyse sıfır gerilim çatlağı
- Boyutsal istikrar : Maksimum besleme yükü altında %2'den az açıklık bozulması
Saha Kanıtı: Gerilimin Yetersiz Olması, Aşındırıcı Aşınmayı %37 Artırır
Şili bakır madenlerinden elde edilen işletme verileri, düşük gerilim ile hızlandırılmış aşınma arasında doğrudan bir ilişki ortaya koymaktadır: 10 N/mm altındaki gerilimle gerginleştirilen eleklerde her 1.000 ton işlenen malzeme başına %37 daha fazla malzeme kaybı gözlenmiştir . Yetersiz gerilim, yerel titreşim genliklerinin üç katına çıkmasına izin verir ve panel kenarlarını hem poliüretan (PU) hem de komşu çelik yüzeyleri üzerinde aşındırıcı "öğütme bölgelerine" dönüştürür. Belgelenmiş bir vakada, yetersiz gerilimli aşınma plakaları yalnızca 8 ay sonra değiştirilirken; doğru gerilimle gerginleştirilen eşdeğer plakalar 14 ay dayanmıştır. Bu durum, daha sık değişimler, plansız bakım süreleri ve besleme kanalları yapılarına yönelik ikincil darbe hasarları nedeniyle ton başına 0,23 USD’lik maliyet artışına yol açmıştır. Bağımsız laboratuvar testleri, 12 ticari PU formülasyonu üzerinde bu eğilimi doğrulamıştır; kontrollü yetersiz gerilim koşullarında tutarlı olarak %35’ten fazla kütle kaybı ivmesi gözlenmiştir.
Lazer Kılavuzlu Hizalama: Madencilik Besleme Kanalları İçin Astar Verimliliği ve Ömrü Açısından Kritik Bir Performans Göstergesi
Lazer Seviye Hizalama Protokolleri Aracılığıyla Merkezkaç Montaj Gerilimi Azaltımı
Merkezkaç montaj—poliüretan aşınma plakalarının hizasız şekilde kurulması—doğrudan aşınmaya dayanıklılığı azaltan ve erken arıza tetikleyen yoğun gerilim bölgeleri oluşturur. Lazerle yönlendirilen hizalama, kurulum sırasında mikron düzeyinde hassasiyet sağlayarak öznelliği ortadan kaldırır. Kaçış kanallarının yüzeylerine yansıtılan referans ışınları, düzgünlüğün (<0,5 mm/m), paralelliğin ve plaka yönünün gerçek zamanlı doğrulanmasını sağlar; bu da donanım ayarlarının anında yapılmasını mümkün kılar. Demir cevheri aktarma noktalarında yapılan saha deneyleri, bu yöntemin manuel hizalamaya kıyasla gerilim yoğunluklarını %60’tan fazla azalttığını göstermiştir; bu durum, plaka kenarlarındaki mikro yırtılmaları önemli ölçüde azaltmakta ve darbe direncini çevrim boyunca korumaktadır. Sonuç olarak, lazerle hizalanmış kaplamalar %30 daha uzun kullanım ömrüne sahip olur—bu nedenle hizalama doğruluğu, yalnızca prosedürel bir adım değil, yaşam döngüsü optimizasyonu için ölçülebilir bir Temel Performans Göstergesi’dir (KPI).
Kurulumdan KPI Entegrasyonuna: PU Aşınma Plakası Performansının Yaşam Döngüsü Boyunca İzlenmesi
Etkili yaşam döngüsü yönetimi, kurulum parametrelerini işletme performans ölçümleriyle entegre etmeye dayanır. İlk günden itibaren KPI'leri—aşınma kaybı oranı (ton başı mm³ aşınma hacmi), darbe direnci korunumu ve ton başına maliyet—takip edin. Dijital takip sistemleri kullanan operatörler, kaide uygulamalarında anormal aşınma desenlerinin erken tespiti sayesinde bakım maliyetlerinde %40'a varan azalma bildirmektedir. Bu durum, tahmin temelli değiştirme planlamasını mümkün kılar: takvim bazlı değişim yerine, astarlar gerçek aşınma eşiğine göre devreden çıkarılır; böylece malzeme harcamaları optimize edilir ve plansız duruş süreleri en aza indirilir. Özellikle kurulum verilerinin (örneğin, gerilim değerleri, lazer hizalama sapması, yüzey profili derinliği) saha performansına bağlanması, geri bildirim döngüsünü tamamlar. Mühendisler bu sayede ampirik kanıtlara dayanarak—tahmin edici değil, anekdotlara dayalı değil—protokolleri iyileştirebilir: kumlama malzemesini ayarlayabilir, kalibrasyon toleranslarını daraltabilir veya gerilim spesifikasyonlarını güncelleyebilir; bu da poliüretanın ardışık kullanım dönemleri boyunca ömrünü maksimize eder.
SSS
Polüretan aşınma plakalarının montajında yüzey hazırlığı neden kritik öneme sahiptir?
Doğru yüzey hazırlığı, alt tabaka ile polüretan katmanı arasında güçlü bir bağ oluşturur. Bu, gerilme yoğunluklarını ve delaminasyon risklerini azaltarak aşınma plakalarının ömrünü maksimize eder.
Polüretan aşınma plakaları için ideal yüzey profili nedir?
Önerilen yüzey profili 50–75 µm’dir; bu, polüretan ile optimum mekanik kilitlenmeyi sağlar.
Polüretan elek ortamı ne kadar sıkılmalıdır?
Polüretan elek ortamı, eşit gerilme dağılımını sağlamak ve darbe dayanıklılığı kaybı veya yorulmayı önlemek amacıyla 12–18 N/mm aralığında sıkılmalıdır.
Hatalı hizalanmış aşınma plakalarının sonuçları nelerdir?
Hatalı hizalanmış aşınma plakaları, aşınma direncini azaltan yoğunlaşmış gerilme bölgeleri oluşturur. Lazerle yönlendirilen hizalama, hassas montajı sağlamakta ve servis ömrünü %30’a kadar artırabilmektedir.
KPI’ların takibi, aşınma plakalarının yaşam döngüsü yönetimini nasıl iyileştirebilir?
Aşınma kaybı oranları ve darbe direnci gibi KPI'leri izlemek, proaktif bakım ve tahmine dayalı değiştirme planlamasını destekler; bu da maliyetleri ve plansız duruş sürelerini azaltır.
İçindekiler
- Döşeme Hazırlığı: PU Aşınma Direnci Ölçümleri İçin Yüzey Bütünlüğünün Sağlanması
- Darbe Dayanıklılığını Artırmak ve Ton Başına Maliyeti Azaltmak İçin Gerilimli Poliüretan Elek Ortamı
- Lazer Kılavuzlu Hizalama: Madencilik Besleme Kanalları İçin Astar Verimliliği ve Ömrü Açısından Kritik Bir Performans Göstergesi
- Kurulumdan KPI Entegrasyonuna: PU Aşınma Plakası Performansının Yaşam Döngüsü Boyunca İzlenmesi
- SSS